Nature of the Defect
The nature of the defect can have a large affect on sensitivity of a liquid penetrant inspection. Sensitivity is defined as the smallest defect that can be detected with a high degree of reliability. Typically, the crack length at the sample surface is used to define size of the defect. A survey of any probability-of-detection curve for penetrant inspection will quickly lead one to the conclusion that crack length has a definite affect on sensitivity. However, the crack length alone does not determine whether a flaw will be seen or go undetected. The volume of the defect is likely to be the more important feature. The flaw must be of sufficient volume so that enough penetrant will bleed back out to a size that is detectable by the eye or that will satisfy the dimensional thresholds of fluorescence.
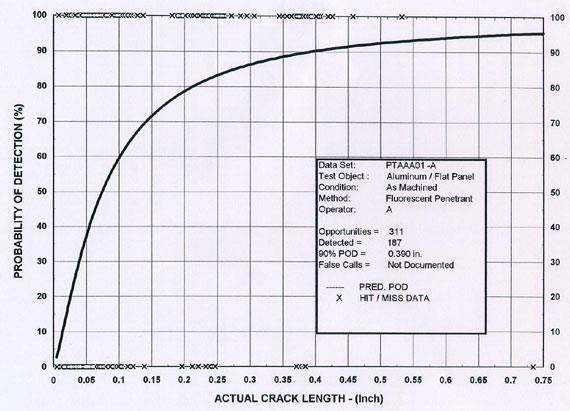
Above is an example of fluorescent penetrant inspection probability of detection (POD) curve from the Nondestructive Evaluation (NDE) Capabilities Data Book. Please note that this curve is specific to one set of inspection conditions and should not be interpreted to apply to other inspection situations.
In general, penetrant inspections are more effective at finding
- small round defects than small linear defects. Small round defects are generally easier to detect for several reasons. First, they are typically volumetric defects that can trap significant amounts of penetrant. Second, round defects fill with penetrant faster than linear defects. One research effort found that elliptical flaw with length to width ratio of 100, will take the penetrant nearly 10 times longer to fill than a cylindrical flaw with the same volume.
- deeper flaws than shallow flaws. Deeper flaws will trap more penetrant than shallow flaws, and they are less prone to over washing.
- flaws with a narrow opening at the surface than wide open flaws. Flaws with narrow surface openings are less prone to over washing.
- flaws on smooth surfaces than on rough surfaces. The surface roughness of the part primarily affects the removability of a penetrant. Rough surfaces tend to trap more penetrant in the various tool marks, scratches, and pits that make up the surface. Removing the penetrant from the surface of the part is more difficult and a higher level of background fluorescence or over washing may occur.
- flaws with rough fracture surfaces than smooth fracture surfaces. The surface roughness that the fracture faces is a factor in the speed at which a penetrant enters a defect. In general, the penetrant spreads faster over a surface as the surface roughness increases. It should be noted that a particular penetrant may spread slower than others on a smooth surface but faster than the rest on a rougher surface.
- flaws under tensile or no loading than flaws under compression loading. In a 1987 study at the University College London, the effect of crack closure on detectability was evaluated. Researchers used a four-point bend fixture to place tension and compression loads on specimens that were fabricated to contain fatigue cracks. All cracks were detected with no load and with tensile loads placed on the parts. However, as compressive loads were placed on the parts, the crack length steadily decreased as load increased until a load was reached when the crack was no longer detectable.
References:
Rummel, W.D. and Matzkanin, G. A., Nondestructive Evaluation (NDE) Capabilities Data Book, Published by the Nondestructive Testing Information Analysis Center (NTIAC), NTIAC #DB-95-02, May 1996.
Alburger, J.R., Dimensional Transition Effects in Visible Color and Fluorescent Dye Liquids, Proceedings, 23rd Annual Conference, Instrument Society of America, Vol. 23, Part I, Paper No. 564.
Deutsch, S. A, Preliminary Study of the Fluid Mechanics of Liquid Penetrant Testing, Journal of Research of the National Bureau of Standards, Vol. 84, No. 4, July-August 1979, pp. 287-291.
Kauppinen, P. and Sillanpaa, J., Reliability of Surface Inspection Methods, Proceedings of the 12th World Conference on Nondestructive Testing, Amsterdam, Netherlands, Vol. 2, Elsevier Science Publishing, Amsterdam, 1989, pp. 1723-1728.
Vaerman, J. F., Fluorescent Penetrant Inspection Process, Automatic Method for Sensitivity Quantification, Proceedings of 11th World Conference on Nondestructive Testing, Volume III, Las Vegas, NV, November 1985, pp. 1920-1927.
Thomas, W.E., An Analytic Approach to Penetrant Performance, 1963 Lester Honor Lecture, Nondestructive Testing, Vol. 21, No. 6, Nov.-Dec. 1963, pp. 354-368.
Clark, R., Dover, W.D., and Bond, L.J., The Effect of Crack Closure on the Reliability of NDT Predictions of Crack Size, NDT International, Vol. 20, No. 5, Guildford, United Kingdom, Butterworth Scientific Limited, October 1987, pp. 269-275.