Continuous and Residual Magnetization Techniques
 In magnetic particle inspection, the magnetic particles can either be applied to the component while the magnetizing force is applied, or after it has been stopped. Continuous magnetization describes the technique where the magnetizing force is applied and maintained while the magnetic particles are dusted or flowed onto the surface of the component. In a wet horizontal testing unit, the application of the particles is stopped just before the magnetizing force is applied; but, since particles are still flowing over and covering the surface, this is considered continuous magnetization. Residual magnetization, on the other hand, describes the technique where the magnetizing force is applied to magnetize the component and then stopped before applying the magnetic particles. Only the residual field of the magnetized component is used to attract magnetic particles and produce an indication.
In magnetic particle inspection, the magnetic particles can either be applied to the component while the magnetizing force is applied, or after it has been stopped. Continuous magnetization describes the technique where the magnetizing force is applied and maintained while the magnetic particles are dusted or flowed onto the surface of the component. In a wet horizontal testing unit, the application of the particles is stopped just before the magnetizing force is applied; but, since particles are still flowing over and covering the surface, this is considered continuous magnetization. Residual magnetization, on the other hand, describes the technique where the magnetizing force is applied to magnetize the component and then stopped before applying the magnetic particles. Only the residual field of the magnetized component is used to attract magnetic particles and produce an indication.
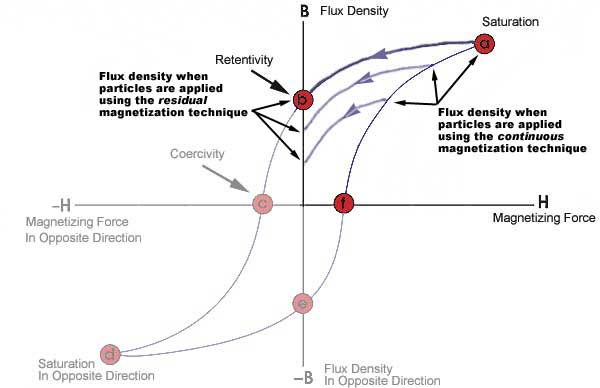
The continuous technique is generally chosen when maximum sensitivity is required because it has two distinct advantages over the residual technique. First, the magnetic flux will be highest when current is flowing and, therefore, leakage fields will also be strongest. Field strength in a component depends primarily on two variables: the applied magnetic field strength and the permeability of the test object. Viewing the upper right portion of the hysteresis loop below, it is evident that the magnetic flux will be the strongest when the magnetizing force is applied. If the magnetizing force is strong enough, the flux density will reach the point of saturation. When the magnetizing force is removed, the flux density will drop to the retentivity point. The two gray traces show the paths the flux density would follow if the magnetizing force was applied and removed at levels below that required to reach saturation. It can be seen that the flux density is always highest while the magnetizing current is applied. This is independent of the permeability of a material.
However, the permeability of the material is very important. High permeability materials do not retain a strong magnetic field so flux leakage fields will be extremely weak or nonexistent when the magnetizing force is removed. Therefore, materials with high magnetic permeability are not suited for inspection using the residual technique. When the residual technique is used to inspect materials with low permeability, care should be taken to ensure that the residual field is of the necessary strength to produce an indication. Defects should be relatively large and surface breaking to have a high probability of detection using the residual method.
The second advantage of the continuous technique is that when current is used to generate the magnetizing force, it can provide added particle mobility. Alternating or pulsed direct current will cause the particles to vibrate and move slightly on the surface of the part. This movement allows the particles to travel to leakage sites. More particles mean brighter indications compared to those formed using the residual technique.
One disadvantage of the continuous method is that heating of the component occurs when using direct magnetization. For example, when prods are used, they may create areas of localized heating when the continuous technique is used. This may be acceptable on components that will be further processed (removing this condition), but machined or in-service components may be adversely affected by this condition.
While generally not recommended, the residual technique does have its uses. It is commonly used in automated inspection systems to inspect materials with high retentivity. To speed throughput, automated systems often magnetize the parts and then submerge them in an agitated magnetic particle bath or pass them through a spray station. Closely controlled automated systems provided good results using the residual magnetism technique.