History
Damage Tolerance
A key aspect in understanding the historical development of POD and the questions that POD answers comes from understanding damage tolerant (DT) design. The history of DT design and the principles of how it works are covered nicely in many different resources [1]. For the purposes of this article, these topics will be covered at a very high level as a way to convey the importance of POD.
DT design of safety critical structures starts from a standpoint of assuming that, even during perfect manufacturing conditions, components will always have microscale (or even larger) damage present before ever experiencing loads. This damage acts as a source of stress concentration such that, even at stress levels lower than the yield stress, the damage will grow, coalesce into macroscale damage, and eventually form a crack that propagates. This is known as fatigue, and it has been a major driver of failure in multiple structures dating back to railways in the late 1800’s/early 1900’s. This became a critical failure mode in aircraft when materials for aircraft moved away from wood and toward metals.
There have been multiple models proposed to predict how cracks will grow with respect to loading, but an early successful model that still sees use today is known as Paris’ Law. The idea is that, if we start by assuming some knowledge of damage in the as-manufactured component as well as the operating environment, we can predict the growth of cracks in terms of “crack length vs. N-cycles”. The definition of cycles in this context is dependent on the application, but essentially these models are able to predict crack length as a function of use. A graphical depiction of this is shown in Fig. 1.
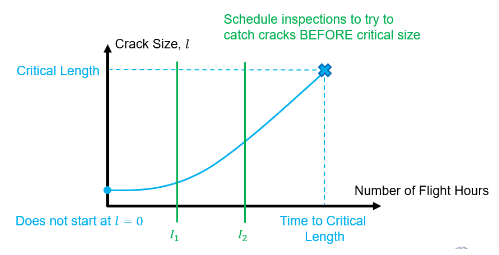
Figure 1. Curve showing the time to critical flaw length. Inspection intervals (labelled I1 and I2) are scheduled to happen twice before the assumed initial flaw size can reach a critical size.
Once it is predicted that a flaw will be at a critical length (defined in terms of probability of failure given a certain crack length), the part can be retired or repaired. However, a critical component of DT design is a so-called “belt and suspenders” approach. The belt is the design of components using fracture mechanics to predict life. The suspenders which enhance the reliability of safety critical components are two inspections scheduled at different intervals of the predicted life of the total life of the part so there are multiple opportunities to detect a flaw before it reaches a critical length. In this way, NDE becomes intimately tied to the life management strategy of safety-critical components.
When performing these periodic inspections, an interesting question arises. If no flaw was detected in the inspection, but the fracture mechanics predicted that a crack would be growing in the structure, does the lack of detection allow engineers to draw conclusions about the health of the component? In other words, if the NDE inspection did not detect anything, does this imply that no flaw exists? The answer to this question is another (familiar) question:
What is the largest flaw that could be
missed when this inspection is
implemented in production?
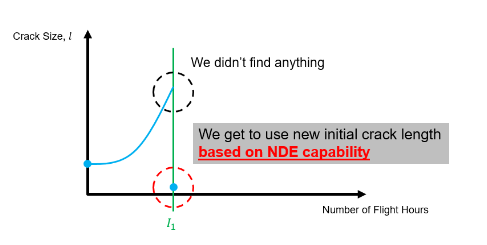
Figure 2. If an inspection is performed and no flaw is found, the crack-growth curve is reset based on the capability of the inspection. This number is acquired from a POD study.
If the largest flaw size that could have been missed during the inspection is known with some degree of confidence, the inspection intervals can be extended as shown in Fig. 2. This allows an engineer using DT design to manage the life of an asset to maximize the design life of a component while maintaining safety to within a specified probability of failure. This is why, when designing new NDE technologies, sensitivity to small flaws is important, but the largest flaw that can be missed (sometimes known as a90/95 or aNDE) is often the driver for transition of new techniques and inspections. As discussed earlier, POD provides this NDE capability, and inspections that are used in the context of DT design need to have an estimate of aNDE. This has led to widespread adoption of POD (along with assessment of false calls) as a “gold standard” for assessing the reliability of NDE techniques, even in industries that do not require DT for managing life.